



3 February 2015
Badger ethylbenzene technology is used to produce
ethylbenzene from benzene and
either polymer-grade ethylene or
an ethylene/ethane feedstock using
the EBMax℠ process and
proprietary alkylation and transalkylation catalysts
available through ExxonMobil.
The technology can be applied in
the design of grass roots units,
upgrading of existing vapor phase technology plants, or
conversion of earlier technology aluminum chloride units.
The ExxonMobil catalysts are
noncorrosive, environmentally inert, and regenerable.
They are free flowing before and after use and
require no special packaging or handling.
Offsite regeneration is largely the preferred method
due to the long cycle length. These catalysts enable
the plant to be constructed of carbon steel.
The catalysts do not produce byproduct oligomers and
can operate at extremely low benzene to ethylene ratios.
The ethylbenzene process licensed by Badger
is a high yield, energy efficient,
low environmental impact process that
is easy to operate and maintain
allowing for very low production cost.
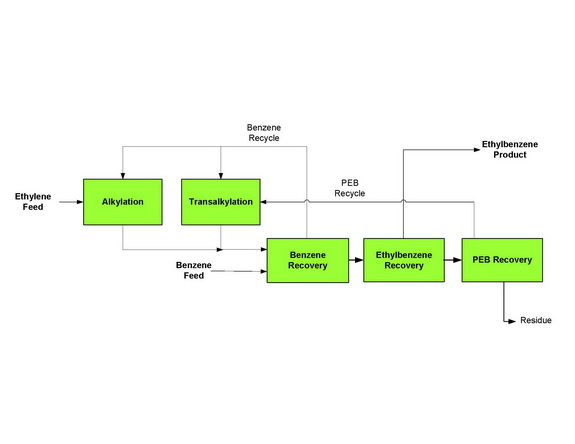
The EB Process
ALKYLATION
An alkylation system to convert
benzene and ethylene to ethylbenzene.
A small fraction of the ethylbenzene
is further alkylated to polyethylbenzenes (PEB).
TRANSALKYLATION
A transalkylation system to react
PEB with benzene to produce
additional ethylbenzene.
Transalkylation is isothermal.
PURIFICATION
A distillation train to recycle excess benzene
to reactors, isolate ethylbenzene as product,
and recover PEB for transalkylation and
to reject heavy byproducts that can be used as a fuel.
The ethylbenzene produced contains
less than 100 ppm of xylene
plus propylbenzene impurities.
Product purities of 99.95 to 99.99%
are regularly achieved in commercial operation.
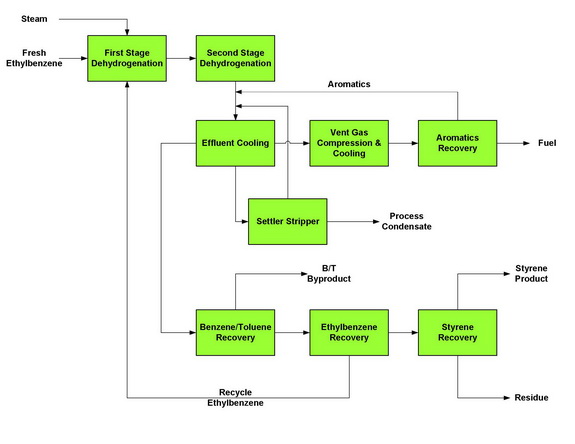
Ethylbenzene (EB)
is dehydrogenated to
styrene
over potassium-promoted iron oxide catalyst
in the presence of low steam to oil
to achieve high styrene selectivity.
Byproduct benzene and toluene
are recovered via distillation with the benzene fraction
being recycled to the EB unit.
Heat is added between reaction stages to
drive EB conversion to economic levels.
Heat can be added by
1) conventional means such as steam heated exchange
and super heating steam in a fired heater, or
2) directly using proprietary
Direct Heating Technology co-developed by
CRI, TOTAL and Shaw.
Reactor effluent is cooled in a series of exchangers
to recover heat and condense hydrocarbons and water.
Uncondensed offgas, primarily hydrogen,
is compressed and then directed to an absorber system
for recovery of trace aromatics.
Following aromatics recovery,
the hydrogen-rich offgas is consumed as fuel
in process fired heaters.
Condensed hydrocarbons (crude styrene)
are sent to the distillation section, while
process condensate is stripped to
remove dissolved aromatics and gases.
The cleaned process condensate
is returned as boiler feedwater to offsite steam boilers
or EB unit steam generators.
Badger's Technology for Styrene
* Single train capacities as high as 770 kta
* Patented styrene Catalyst Stabilization Technology
licensed to 1/3 of world’s capacity
* Multi Effect Distillation technology
to ensure operability and energy efficiency
* Lower temperature fired heater service
* Direct Heating Technology to replace fired heaters.
DETAILS
today announced that
Qingdao Soda Ash Industrial New Material & Technology Company
has selected Badger’s proprietary technology
for a 500,000 metric ton per annum grassroots
ethylbenzene / styrene monomer (EB/SM) plant
being built in
Dongjiakou Port Industrial Zone Park,
Qingdao City, Shandong Province,
People’s Republic of China.
The technology license is being contracted
through Badger’s affiliate,
Technip Stone & Webster Process Technology,
which is also supplying engineering,
technical services and
selected critical equipment for the plant.
The new plant, one of the largest EB/SM plants in China,
will utilize Badger’s proprietary EBMax™ technology
integrated with Badger’s styrene technology.
Basic engineering design work
has begun and the plant is scheduled for
mechanical completion and startup in 2017.
WWW.CHEMWINFO.COM BY KHUN PHICHAI










